Grain Dust Hazards in the Brewery
Don’t Blow It! Why Brewery Grain Dust is a Serious Hazard and How to Clean Safely By Tony McCrimmon, Brewery ...


Don’t Blow It! Why Brewery Grain Dust is a Serious Hazard and How to Clean Safely By Tony McCrimmon, Brewery ...

By Paul Mahoney, Head Brewer at Launch Pad Brewery and Danny Wang at Fermly/Black Shirt Brewing Overview: Excess dissolved oxygen ...

By Robert Saiz, Head Brewer at Downhill Brewing In the world of craft brewing, consistency, safety, and quality are not ...

Navigating Joint Ventures in Colorado’s Brewing Industry Written by: Conner G. Eversole & Gennaro DeSantis, Fairfield & Woods P.C. email: ...

By: Dana Johnson, Technical Manager, Diversey – A Solenis Company Dana Kapron, National Business Development Manager, Five Star Chemicals & ...

Is your pump having a moment? Drew Martinez of Prost Brewing Co. is here to help navigate your brewery equipment ...

Beer foam is a critical and noteworthy component to a quality draft beer. This foam, or head, is something that ...

Dust collection has become a big topic for brewers recently because of new National Fire Protection Association (NFPA) standards. So, ...

Do you know the ins and outs of Service Animal rights in Colorado? Dive deep into the world of service ...
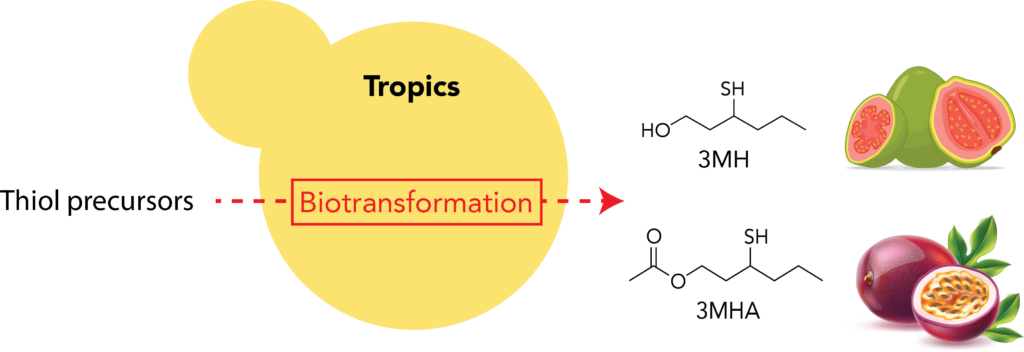
By Nick Harris, Cofounder at Berkeley Yeast Tropical flavor intensity in beer correlates with the concentration of thiols such as ...
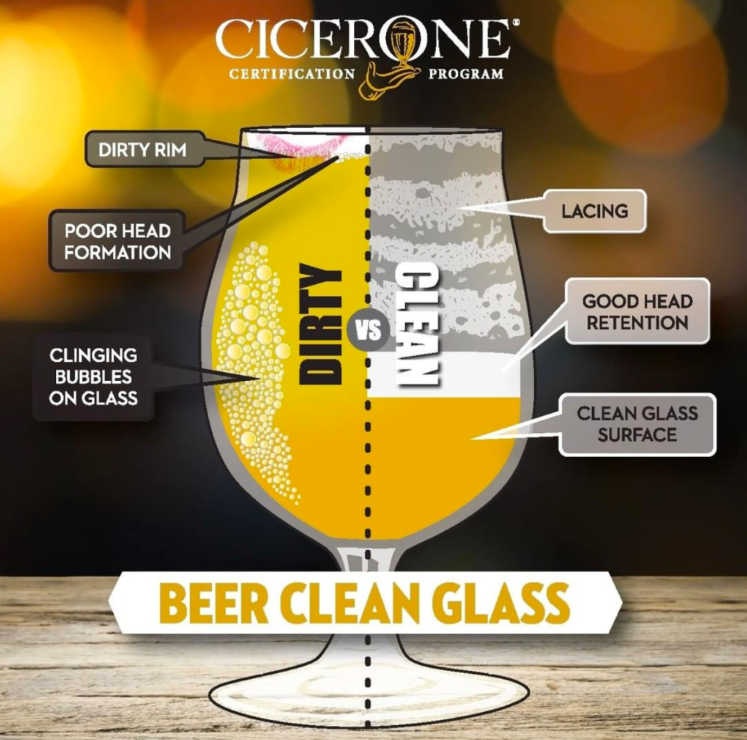
Ever ordered a delicious looking beer then noticed the glassware was dirty? It’s the ultimate disappointment. We are here to ...
Beer Faucet Cleaning: Disassembly, Cleaning & Reassembly Instructions By: Zach George, owner of Barrels and Bottles Brewing in Golden, Colorado. ...
By Robert Meehan Ph.D., Head Brewer at Living the Dream Brewing Introduction: In part one of this series, you were ...
Cover your eyes, we’re about to get super nerdy up in here. PCR Testing in Your Brewery By Eric Larkin, ...
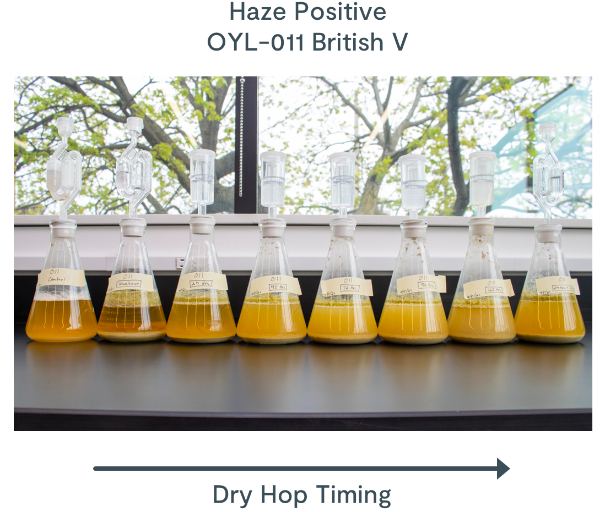
The Art and Science of Hazy Beer By Dr. Laura Burns, Director of Research & Development at Omega Yeast Labs ...