

Let’s dive in to the science of dry hop additions at primary fermentation temperatures or “warm dry hopping” and how it produces something known as “dry hop creep”.
Christopher O’Connor – Director of Quality & Technical Brewing @ Sleeping Giant Brewing Company
BACKGROUND
Introduction:
One of the nice things about working for a contract brewery is that I get to see dozens of ways that people like to make beer. It’s like walking through an art gallery featuring dozens of painters. They all use paint, but the way they use that paint as a form of personal expression is a truly fascinating and beautiful thing. My job is essentially functioning as an art forger… if I’ve done my job right, you’ll never be able to spot the replica. There are a lot of inputs that go into that process but one of the more delicate pieces is how you express hop aroma and flavor in the finished product. Imagine brushstrokes: pressure, depth, consistency all matter. They all contribute to the overall experience. The addition of hops provides a similar opportunity for expression. Some people throw buckets of paint at the canvas while some prefer a more delicate or precise touch. Neither are right or wrong; simply an artist’s expression. Unlike a real forger I have the opportunity to talk with the artists themselves. Understand what motivates their choices, what they are trying to convey, who they are trying to reach. With that information, along with a list of ingredients, in-house procedures, best practices, their brewing equipment & capabilities, and mountains of historical data, we are able to begin the process of creating the replica.
While reviewing the aforementioned processes and procedures it is my responsibility to ensure the brands are protected and represented faithfully. Part of that process (here comes the boring part) is putting key quality performance indicators in place. While we want to stay true to the spirit of the recipe, we don’t want to move processes forward without checking that the finished product will be accurate to the brewer’s vision. What does that mean? It means we have to test the in-process product and raw materials at various points of the process to ensure we are getting a perfect reproduction of the original product.
One such process is dry hop additions at primary fermentation temperatures or “warm dry hopping”. This produces something known as “dry hop creep”: additional fermentation following warm dry hop additions. With that in mind, we at SGBC decided a plan is needed to handle the following biproducts of dry hop creep:
- Increased fermentation in the presence of yeast (ADF increase following warm dry hop)
- Secondary spikes in VDK (as a function of secondary fermentation cause by warm dry hops)
- Increased Ethanol and CO2 production as a function of secondary fermentation
- pH increase relative the warm dry hop concentration
- Hop enzymes persisting into finished beer (unfiltered / hazy products)
Let’s look at some of the technical background that leads to this phenomenon.
Technical Background:
- Fermentation (simplified):
- Glucose -> Dihydroxy Acetone Phosphate -> Pyruvate -> Acetaldehyde -> Ethanol & CO2
- Glucose -> Dihydroxy Acetone Phosphate -> Pyruvate -> Acetyle S CoA -> Fusel Alcohols /Esters (multiple other pathways from Acetyl S CoA)
- Glucose -> Dihydroxy Acetone Phosphate -> Triacylglycerols / Phospholipids / Fatty acids /Lipids -> Esters
- Esters:
- Esters are formed by the esterification of fatty acids by Ethanol, and also in small amounts by the esterification of fusel alcohols.
- Esters are mostly produced during primary fermentation, but can increase slowly during the late phases of fermentation and during secondary fermentation. During long secondary fermentation, the level of esters might double. (Barnes, 2011-2013)
- Esters:
- Vicinal Diketone Production (simplified):
- Glucose -> Dihydroxy Acetone Phosphate -> Pyruvate -> Alpha Acetolactate -> Diacetyl -> Acetoin (butter odor)
- Glucose -> Dihydroxy Acetone Phosphate -> Pyruvate -> Alpha Acetolactate -> Alpha Hydroxy Butyrate -> 2,3 Pentanedione (buttery or caramel flavor aka butterscotch)
- Diacetyl, Acetoin , 2,3 Pentanedione – Vicinal Diketones
- “Diacetyl and 2,3 – pentanedione are produced by yeast during fermentation.
- Diacetyl, Acetoin , 2,3 Pentanedione – Vicinal Diketones
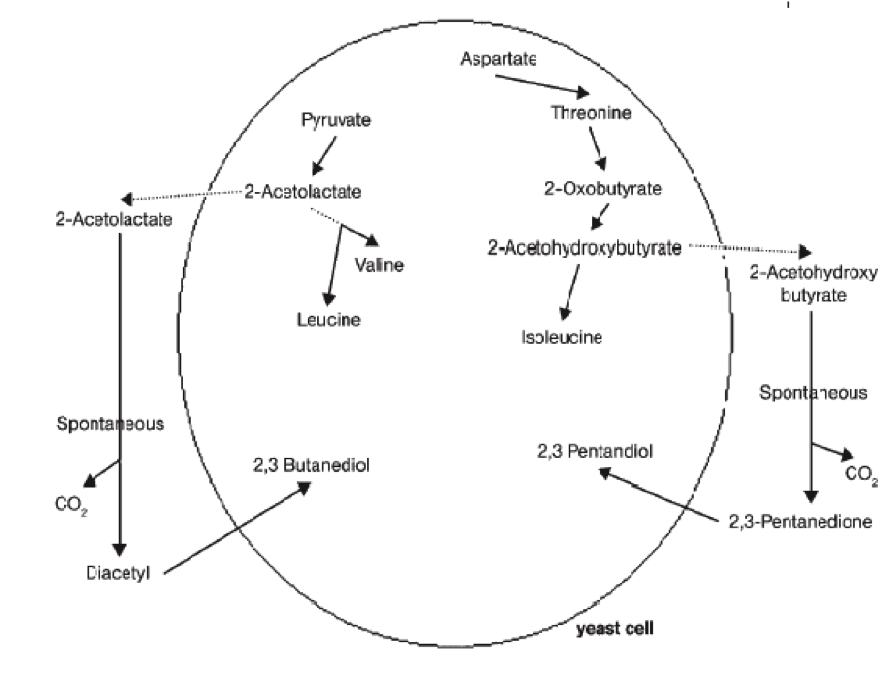
Figure 1 – Formation and reduction of vicinal diketones – from Handbook of Brewing, Yeast / Yeast Management pg. 133
- Warm dry hop impact:
- Hop derived enzymes alter the carbohydrate content of in-process beer.
- Hops contain α-amylase, β-amylase, limit dextrinase, and amyloglucosidase
- These are the types of enzymes found in malt and are heavily featured in saccharification during wort production.
- The activity of enzymes is not high, but they are broad. Enzyme activity exists in temperatures ranging from 34°F up to about 140°F (at which point they denature and become inactive), and between 4.0-5.0pH (where clean beer fermentation traditionally finishes).
- Different hops contain different concentrations of enzymes. In-house testing for hop enzyme concentrations may be required to help with any in-house model for dry hop creep.
- The presence of these hop derived enzymes allows for the conversion of unfermentable long-chain sugars into fermentable sugars.
- Level of conversion is dependent on temperature, pH, and enzyme concentration (dry hop lbs/bbl)
- Yeast strain & yeast health should be considered when anticipating the impact of dry hop creep.
- The yeast in suspension interacts with the newly created fermentable sugar and restarts the fermentation process.
- The conditions of secondary fermentation (i.e. maturation temperatures above primary fermentation temperatures, enzymes from hops, viable yeast in suspension, and a low nutrient concentration) means that the VDKs formed are less likely to be taken up and reduced to 2,3-butanediol / 2,3-pentandiol.
- Given the lack of active transport for the yeast and available nutrition, the ability of yeast to reabsorb the VDK produced during secondary is greatly diminished.
- VDK reduction has two stages – chemical and biological.
- First phase: chemical conversion of α-acetolactate and α-acetohydroxybutyrate to diacetyl and 2,3- pentanedione, respectively.
- VDK reduction will be intensified with the increase in temperature during maturation post dry hop addition.
- Second phase: biological stage includes the uptake of diacetyl and 2,3-pentanedione by yeasts and their reduction to acetoine and 2,3-pentandiol, respectively.
- This phase can be intensified with the increase in temperature.
- In practice, allowing for a temperature increase following dry hop addition can increase the rate of reduction of VDK following secondary fermentation. Overshooting on temperature can increase aldehyde/higher order alcohol formations, so this should be conducted with a certain amount of care and prior testing.
- Level of conversion is dependent on temperature, pH, and enzyme concentration (dry hop lbs/bbl)
- Hop derived enzymes alter the carbohydrate content of in-process beer.
PRACTICAL STUDY
Study Description:
Starting wort at 12.95°P, pitched at 0.77MMcells/mL/°P with 98% viable California Ale yeast was used for primary fermentation. Wort was knocked out at 62°F and allowed to raise to 64°F. Gravities, pH, temperature, butanedione & pentanedione, % ADF, and ABV were recorded daily. Once primary fermentation was complete and VDK was below acceptable limits (<40ppb total potential VDKs) the small-scale study was conducted.
One-liter aliquots of product were dispensed into Erlenmeyer flasks (1L) and stored at ambient temperature (~68°F). Experimental Hop A (12% alpha acid composition, 6.2% beta acid composition, 38% co-humulone composition, Australian origin) was used at 2g/L (0.5 lbs/bbl), 4g/L (1.0 lbs/bbl), 6g/L (1.6 lbs/bbl), 8g/L (2.1 lbs/bbl), 12g/L (3.1 lbs/bbl), and 20g/L (5.2 lbs/bbl) dry hop rates. All dry hops were added on day 7, after being at terminal ~48hrs and total potential VDKs at ~19.87ppb.
The same testing regimen for primary was applied to all five small-scale batches, as well as the source fermentation vessel. Trends and observations are described below. Raw data is attached at the end of this post and the next section will be used to discuss the trends and observations.
Chart 1: °Plato / Total Potential VDK v Days
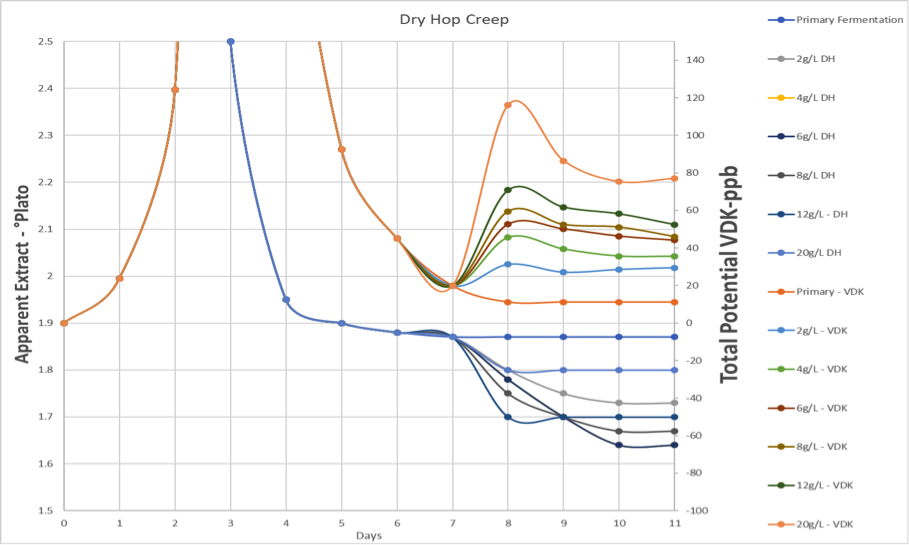
General Description:
The left “Y” axis shows the apparent extract (Ae) in solution as a function of time in days (“X” – axis). The right “Y” axis shows the total potential VDK-ppb versus time in days (“X” – axis).
Trends:
Enzymatic interaction between hop particles and non-fermentable dextrins result in additional fermentable sugars. The yeast in suspension produced a secondary fermentation which resulted in production of total potential VDK, increase in pH, and reduction of apparent extract (Ae).
The results were slightly different than we expected. The anticipated result was that the higher dry hop would result in a higher degree of additional fermentation, however that was not the case. There appears to be a point where fermentation is essentially retarded instead of accelerated. Additional testing would be required to tie this phenomenon to a more concrete hypothesis; however my first instinct is that this is connected to the observed pH increase, but that remains to be proven at this time.
Chart 2: pH v Days
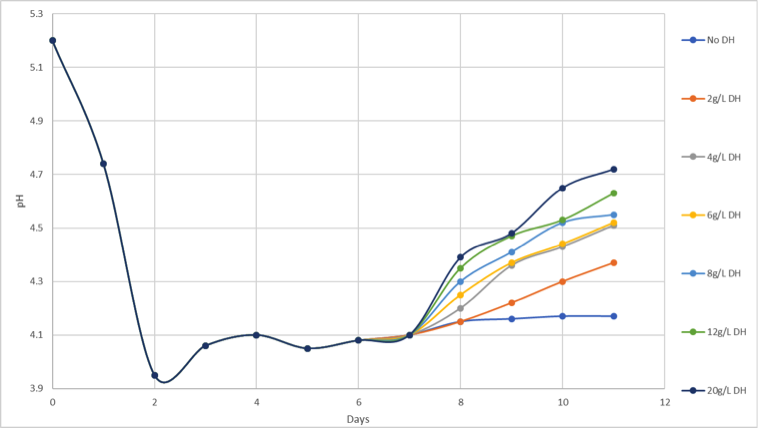
General Description:
Hops were added to the top of the Erlenmeyer flask, and mixed gently to ensure the pellets were in solution. pH was measured throughout primary fermentation in the production vessel, and then the small-scale experiments were measured daily.
Trends:
The pH increases with higher dry hop concentration, indicating vegetative material from hops has an impact on final beer pH.
When the pH is above 4.5 in finished beer, the risk of spoiling organisms impacting flavor is increased. This is because the enzymes in solution are still breaking down dextrin to fermentable sugars, and if the brewer’s yeast in solution doesn’t consume that sugar; bacteria certainly will.
Higher pH products have a higher degree of physical instability (haze), but the head retention is decreased at elevated pH levels. Specific pH increases will be a function of dry hop concentration and hop selection (i.e. different hops have different oils; those oils will react differently but in a similar trend).


Figure 2 – Haze/Turbidity Presence in product post maturation (Images from study are NLT 7 days at 32°F)
The images above represent the small-scale experiments following 7 days at 32°F. The amount of “haze” appears to increase with increased dry hop concentration.
Chart 3: Total Potential VDK v Days
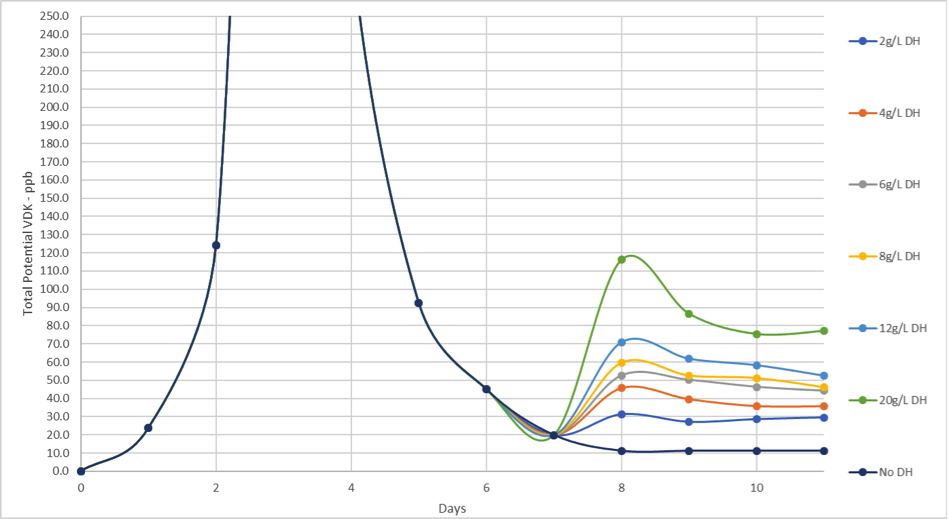
General Description:
Total potential VDK is measured using a Perkin Elmer Clarus 680 TurboMatrix 40 HS Trap Gas Chromatrography / Mass Spectrometer (GC/MS) system with an electron capture detector (ECD).
Sample preparation is as follows:
-Clarification via centrifugation (3000g / 15min)
-Degas
-5mL addition to sealed glass sample vial
-Sample is placed in a water bath at 190.4°F for NLT 30min
-Sample then placed in the HS40 Headspace autosampler and the run can be started.
The sample is treated in this way to force the reaction of alpha acetolactate to 2,3-butanedione, and 2,3-pentanedione. Those compounds are measured via ECD attached to the GC and added together to provide the total potential VDK values reported throughout this study.
Trends:
All experiments resulted in a measurable increase in total potential VDK from the baseline value measured from the production vessel. The increase could be related to the concentration of hops added to the individual samples.
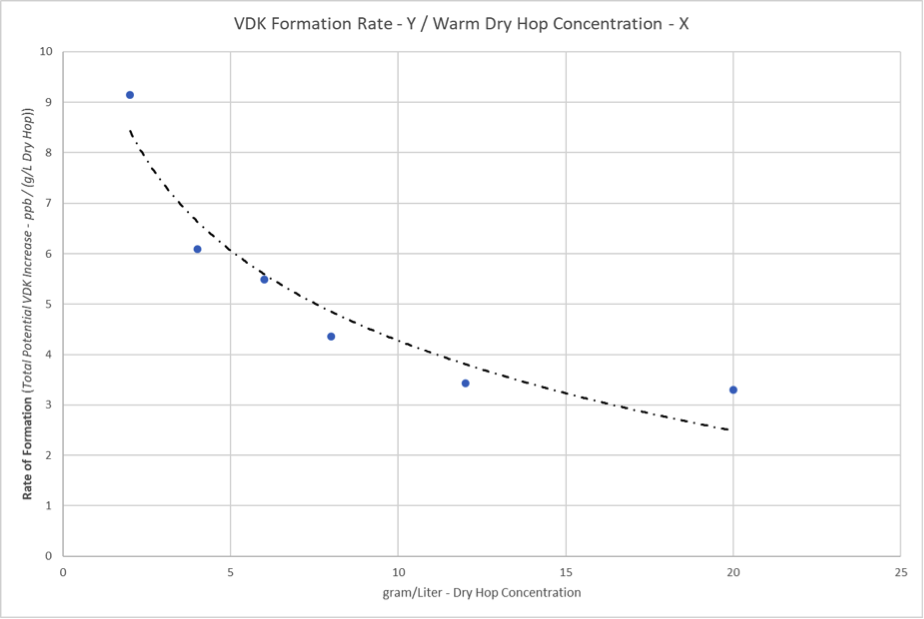
Figure 3 – Rate of Formation of VDK and the relationship with dry hop concentration
The relationship presented in Figure 3 is the rate of total potential VDK – ppb created as it relates to the concentration of dry hop. At 2g/L dry hop there was an increase of 9.145ppb per g/L of dry hop added to the base beer. This rate of formation decreases as the concentration of hops are increased. This observation requires additional investigation before any meaningful assertions could be made. My hypothesis is that it is probably a function of oil solubility. However, proving that would require a follow up study using different hops at the array of hop concentrations listed in this study. Nevertheless, the relationship is interesting and deserving of additional investigation. That will have to wait for another day.
General Trends and Observations (for this study):
- Hop particle additions resulted in different levels of CO2 generated from each 1L flask. The higher the concentration of hops, the more intense the CO2 generation.
- VDK sampling began 10/1/2019.
- Lower concentrations of hops produced lower concentrations of total potential VDK, while higher concentrations resulted in increased amounts of total potential VDK.
- VDK increase corresponded to the concentration of dry hop, this did not however correlate to the amount of secondary fermentation i.e. attenuation increase.
- The dry hop concentration related more to pH increase than it did to additional fermentation. The increase in pH may be impacting the secondary fermentation process negatively. This increase followed trends with concentration of dry hop.
- Increased concentration of dry hop resulted in higher total potential VDK but the rate of formation is reduced as the dry hop concentration increases. That decrease essentially plateaus at about 12g/L dry hop yielding 3.3ppb total potential VDK per g/L of dry hop added.
BEST PRACTICES FOR BREWERS
Recommendations & Process Aids:
Given the impact of VDK on finished beer it is highly recommended that a total potential VDK measurement is taken. Either through column distillation or GC, a measurable value with an appropriate release limit should be applied. As GC’s and column distillation equipment can be cost prohibitive, I would recommend reaching out to a contract lab for testing. If the plan is to only serve in the taproom there are more options (ie sensory, standard timing/practices, prayer etc…), but with the rise of “crowlers” or “beer to go” no beer is truly safe from the effects of dry hop creep unless you know what you’re putting into the container.
To help ensure successful VDK control there are a few things you can do to minimize risk:
NOTE: For all of the Preventative / Corrective Methods listed below it is highly recommended to use an alpha acetolactate decarboxylase enzyme at the beginning of primary fermentation (i.e. Alphalase Advance 4000 by Gusmer/Danisco, ALDC by Murphy & Son, or Maturex by Novozymes)
- Preventative:
- Cold dry hop: If the product is cold crashed, the yeast is given time to settle and subsequently removed (to the best of your ability) the product can be dry hopped with minimal risk of secondary fermentation.
- Pro:
- The risk of VDK generation in finished product is reduced greatly.
- The product should still be filtered to remove any yeast from interacting with the enzymes contributed to the dry hop. As previously stated, the hop enzymes are still active, they just need someone to play with them when it gets warm outside.
- Con:
- Aromatics are impacted by dry hopping cold.
- Enzyme activity and subsequent secondary fermentation have a distinct flavor contribution to the finished product. Adjusting a process from warm dry hop to cold dry hop will have flavor impacts. This is only really useful for new products, not existing ones.
- If the product warms up AND there are yeast in suspension, there is a risk of secondary fermentation
- NOTE: This can be mitigated by filtration (2-3micron nominal should remove the yeast)
- Pro:
- Cold dry hop: If the product is cold crashed, the yeast is given time to settle and subsequently removed (to the best of your ability) the product can be dry hopped with minimal risk of secondary fermentation.
- Pasteurization: If you don’t plan on removing the yeast/hop enzymes, you can kill’em.
- Pro:
- Heat kill of yeast/ hop enzyme in suspension would serve as a decent deterrent to secondary fermentation. Dry hopping warm will almost immediately restart fermentation. The product would need to be dry hopped, circulated and then pasteurized almost within 24hrs. That said, the enzymes in solution would be breaking down dextrins almost immediately so there would most certainly be concurrent fermentation and VDK generation. This would be a balancing act and potentially a production timing nightmare.
- Minimal flavor impact if done properly.
- Con:
- Pasteurizer units are expensive.
- Infrastructure requirements need to be considered.
- Pro:
- Acceptance & Planning for Enzymatic Activity:
- Adjusting target / process specs: Knowing that there will be an impact is the first step to anticipating finished beer results. The following items can be adjusted:
- Saccharification Profile: Compensate for increased fermentation by under attenuating primary fermentation. “Dry hop creep” depends on the lbs/bbl of hops that are added following primary fermentation. Defining that amount is a function of process monitoring and small-scale experimentation.
- Yeast: Some yeast strains are more prone to VDK production (English Ale, London Fog strains etc…), where some are more capable of secondary fermentation in low nutrient environments (French Saison, Thomas Hardy etc…). The impact of secondary fermentation will need to be measured through experimentation. Some of these yeast strains might require a little help, either use Alphalase (Gusmer), ALDC (Murphy Sons), or another alpha acetolactate decarboxylase enzyme. These enzyme additions can help with the primary production of VDK in solution. Additions prior to dry hop following initial VDK reduction can also assist in reducing the formation of additional VDK.
- Adjusting target / process specs: Knowing that there will be an impact is the first step to anticipating finished beer results. The following items can be adjusted:
In a pinch… meaning you have exhausted all other options, enzymes, etc…
- A useful course of action is to provide the dry hopped product with fresh wort (either of the same malt structure, or neutral malt base) at approximately 2-4% of the total volume (i.e. 4bbl into a 200bbl tank). Protocol would be to dump the dead yeast from the cone, circulate the tank with the fresh wort to krausen the yeast in solution and theoretically restart the fermentation / reduction cycle.
- Another useful course of action is to add fresh yeast (immediately post fermentation) with alpha acetolactate decarboyxylase. Circulate the tank and pray.
- Hop rate /schedule: The concentration of hop enzymes will have a direct impact on the amount of secondary fermentation and subsequent VDK production. Higher hop loads will result in higher degrees of fermentation and an increase stress on the yeast to reduce the secondary amount of VDK. This can be mitigated by a few strategies:
- Addition of hops ~1°P from terminal (for primary fermentation) can assist with the reduction of VDK production following secondary fermentation.
- NOTE: With activity at this point there is an increased risk of creating a hop volcano. BE CAREFUL, GO SLOW.
- Catching the yeast while they are currently consuming and converting the potential VDK created during primary can assist with the reduction of addition VDK created through secondary fermentation.
- Breaking up larger dry hops into multiple additions over a 48hour period will result in additional levels of fermentation, but could help with VDK reduction.
- Rousing with CO2 or recirculation can assist with uniform distribution of hop particles in suspension. This can reduce the amount of time for dextrin conversion to fermentable sugar, also reducing the overall time required for secondary fermentation and VDK reduction.
- Temperature profile: Conducting primary fermentation on the lower end of specified range and allowing for a free raise to VDK rest.
- NOTE: With this, timing is very important. Catching the end of fermentation ~1°P from terminal will allow for enough activity to get you a few degrees °F/°C free raise, and that should help with overall VDK reduction.
- Hop rate /schedule: The concentration of hop enzymes will have a direct impact on the amount of secondary fermentation and subsequent VDK production. Higher hop loads will result in higher degrees of fermentation and an increase stress on the yeast to reduce the secondary amount of VDK. This can be mitigated by a few strategies:
- Pro:
- Adjusting target specs gives you a unique flavor profile that other methods can’t replicate.
- Doesn’t require additional equipment, assets or cost.
- Con:
- There is a lot of testing, process monitoring, and process control required to ensure reproducibility.
- Reproducibility is dependent on the raw materials and processing technique, and timing of operations. Not robust or forgiving of inconsistency.
- VDK can generate and not reduce, resulting in additional processing steps which increase the risk of microbial contamination or product degradation.
Common Questions / Potential Answers:
- We cleared the beer via sensory. Packaged the hazy IPA shortly thereafter. Within a few weeks of warm storage, we got complaints about gushers, and VDK in our finished product. What is happening?
- Potential contamination can’t be ruled out. With diastaticus running around these days it’s best to rule out any contaminant.
- Methods:
- Place the finished product on growth plates to see if there is a sign of contamination.
- Submit samples to a third party lab to test of potential contamination.
- If growth or contamination are found, genetically type the organism to make sure it is the spoiling organism you’re looking for.
- Methods:
- If no other off flavors aside from VDK are present, odds are additional fermentation took place in package.
- Methods:
- Run the sample through an alcolyzer to see if the terminal gravity recorded in brite tank or unitank has reduced by a measurable margin.
- If an alcolyzer is unavailable, degas the sample and get a hydrometer reading. That value should remain consistent with terminal gravity recorded.
- Centrifuge a sample and analyze the concentrate for hop particulate. If high degrees of yeast and hop particulate are seen potential dry hop creep could be the cause of VDK and increased ADF.
- Methods:
- Potential contamination can’t be ruled out. With diastaticus running around these days it’s best to rule out any contaminant.
- We’ve been performing sensory evaluation of our in-process product. It is 8 days post dry hop and we are still failing for the presence of VDK. Are we in trouble?
- Short answer: Yes. Long answer: If VDK has not reduced roughly four days following dry hop addition or is not showing signs of reduction the yeast have likely stopped consuming the VDK.
- Things to look for:
- If the VDK is only showing up in heat forced samples there is still time to fix the problem, but if you allow the VDK to become fully formed than all you can do is blend it with another beer of lower VDK and hope it’s below perception limit (THIS IS A TERRIBLE OPTION, BUT IT’S SOMETHING PEOPLE DO).
- Methods:
- Restart krausen via wort addition. Since the dry hop was conducted warm the product is at the ideal temperature to begin fermentation. If the % volume is low enough there should be a minimal impact to the flavor.
- Give the tank fresh yeast that has just finished fermentation. This yeast will already be in the cycle of cleaning up residual VDK and doesn’t care if it created the waste stream. This process has shown success and tends to have less risk of flavor impact. Risk of contamination is higher, but any time a finished product is being manipulated, you can’t rule that out.
- Put half the tank into another fermenter and QS both tanks with fresh wort and start the process all over again. Catch the dry hop for the second two batches earlier, and increase the amount of alpha acetolactate decarboxylase (ALDC) during primary fermentation. High risk as there’s no guarantee the two will pass, but it at least gives you a do over without having to dump a bunch of finished products. I would only recommend this if options 1 and 2 do not work. I would also recommend conducting a rapid fermentation bench top experiment of this prior to execution.
- Things to look for:
- Short answer: Yes. Long answer: If VDK has not reduced roughly four days following dry hop addition or is not showing signs of reduction the yeast have likely stopped consuming the VDK.
In closing:
Experiments like the one shown above are how we better anticipate the results of any product replication or new product development. When clients come to Sleeping Giant with their brands, we immediately ask for a sample of the product itself. From that sample we can conduct the following tests:
- Process review:
- We discuss the clients process, and product design. What the intention was, and how the product is received in the market.
- Sensory panel (No less than 5 people)
- Flavor descriptions are developed by a trained panel of professionals, and an overall impression of the product from the standpoint of the potential consumer.
- Alcolyzer (Anton Paar DMA5000)
- Alcohol by Volume (ABV %v/v)
- Alcohol by Weight (ABW %w/w)
- Original Gravity (OG – °Plato)
- Real Extract (Re – %w/w)
- Apparent Extract (Ae – °Plato)
- Apparent Degree of Fermentation (ADF – %)
- Real Degree of Fermentation (RDF – %)
- Specific Gravity
- Fluid Density (g/mL)
- Hach DR 6000
- Color (SRM / EBC)
- International Bittering Units (IBU)
- Perkin Elmer Clarus 680 TurboMatrix 40 HS Trap GC/MS system with an electron capture detector
- Total Potential VDK / Current VDK
- Acetaldehyde
- DMS
- Isoamyl Acetate (IAA)
- Ethyl Acetate
- 3-methylbutanal / 3-methylbutanol / 2-methylbutanal
- Ethyl Butyrate
- Ethyl Hexanoate
- 2-phenethyl Acetate
- Decanal
- Thermo Fisher pH Meter
- pH
- Biomerieux Gene-Up / Invisible Sentinel PCR
- LAB / Wild Yeast (Brettanomyces) / Diastaticus
The testing above allows us to get an outline of the product we are trying to recreate. From that outline we need to fill in all the subtle points through client meetings, sensory results, and review of the specified raw materials. Once we have gone through that process the recipe can finally be drafted.
While drafting the recipe it is important to recognize the trends mentioned above are consistent, but the intensity of those trends is variable… this study provided a narrow set of parameters for a dynamic set of potential inputs. Knowing all of that, it will help you to recognize that the trends will occur; the amount of VDK, pH, and increased attenuation will only be discovered through experimentation, observation, and experience. The more that you monitor your process, and compare similar products and practices the easier it will be to anticipate the results of future brands. We benefit from making dozens of IPA’s hopped in as many ways as you can imagine. This data set is invaluable when it comes to design. Armed with the knowledge of hundreds of previous batches we can extrapolate the desired inputs and project what the most likely outcome will be.
My recommendation for the managing of dry hop creep, and subsequent pH & VDK increase is to monitor the process you are currently running. The more informed you are, the easier it will be for you to make the right decisions when it comes to your own products.
I hope this information was useful, and that people appreciate this form of art. I hope you’ve had a beer or twenty that we’ve made and you don’t know it. I hope the products you design and produce following the reading of this blog are everything you want them to be. Again, there is no right or wrong way to manage these occurrences, simply put QUALITY is making what you intended to make, the way you intended to make it.
May your beer always be quality. Cheers-




